
Why Rapeseed Cake is a Goldmine for Organic Fertilizer

Rapeseed cake, a byproduct of oil extraction, is rich in nitrogen (4–5%), phosphorus (1–2%), and potassium (1–1.5%), making it an ideal raw material for organic fertilizer production. However, its high fiber content and anti-nutritional compounds (e.g., glucosinolates) require specialized processing to unlock its full agronomic potential.
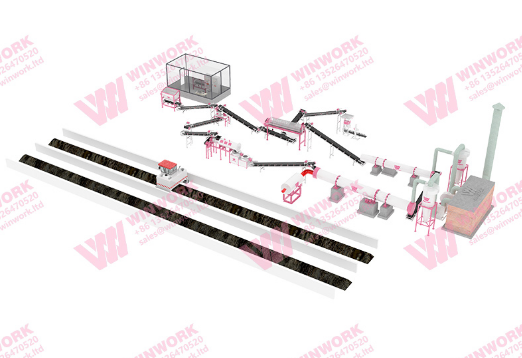
A well-designed rapeseed cake organic fertilizer production line transforms this agro-waste into a safe, nutrient-dense fertilizer through controlled fermentation, granulation, and quality assurance processes.
Key Steps in Rapeseed Cake Organic Fertilizer Production Line
1. Pre-Treatment & Fermentation
Goal: Break down anti-nutrients and activate beneficial microorganisms.
- Equipment: Compost turners, aerobic fermentation tanks.
- Process:
- Mix rapeseed cake with carbon-rich materials (rice husks, straw) at a 3:1 ratio to balance C/N.
- Add microbial inoculants (e.g., Bacillus subtilis) to accelerate decomposition.
- Maintain 50–60% moisture and turn piles every 3 days for 15–25 days.
Outcome: Temperature reaches 60–70°C, eliminating pathogens and weed seeds.
2. Crushing & Screening
Goal: Achieve uniform particle size for efficient granulation.
- Equipment: Semi-wet material crusher, rotary screening machines.
- Process:
- Crush fermented material to ≤5mm particles.
- Remove impurities (stones, plastics) via 3–5mm mesh screens.
3. Mixing & Formulation
Goal: Enhance nutrient profile and improve granulation.
- Equipment: Horizontal mixer, binder dosing systems.
- Additives:
- Bentonite or lignosulfonate (3–5%) as natural binders.
- Trace elements (Zn, B) tailored to crop needs.
4. Granulation

Goal: Create uniform, slow-release fertilizer pellets.
- Equipment Options:
- Disc Granulator: Cost-effective for small-scale production (1–5 T/H).
- Rotary Drum Granulator: High-capacity (5–20 T/H) with 85–90% pelletizing rate.
- Flat Die Pellet Mill: For dense, low-dust granules.
5. Drying & Cooling

Goal: Stabilize granules and extend shelf life.
- Equipment: Rotary dryer (reduce moisture to ≤12%), counterflow cooler.
- Parameters: Drying at 80–100°C; cooling to <35°C.
6. Coating & Packaging
Goal: Improve functionality and market readiness.
- Coating Options:
- Bio-based coatings (chitosan) for moisture resistance.
- Mineral powders (dolomite) to prevent caking.
- Packaging: Automated weighing and bagging systems (25–50 kg bags).
5 Advantages of a Dedicated Rapeseed Cake Fertilizer Line
- Waste Valorization
- Convert 1 ton of rapeseed cake into 0.8 tons of premium fertilizer, reducing landfill costs by 40%.
- Superior Crop Performance
- Field trials show rapeseed-based fertilizer increases wheat yields by 12–18% compared to synthetic NPK.
- Organic Certification Compliance
- Meets EU Regulation 2021/1165 and USDA Organic standards for input materials.
- Energy Efficiency
- Closed-loop systems recover heat from drying for fermentation, cutting energy use by 25%.
- Scalable ROI
- Small lines (1 T/H) achieve breakeven in 14 months; large systems (10 T/H) in 8–10 months.
Case Study: From Waste to Profit in Poland
A Polish agri-cooperative processing 20,000 tons/year of rapeseed invested in a 5 T/H organic fertilizer line:
- Setup:
- Fermentation tunnels with IoT temperature control.
- Rotary granulators + bio-coating system.
- Results:
- Annual revenue: €1.2 million from fertilizer sales.
- Reduced waste disposal costs by €180,000/year.
- Achieved EU Organic Certification in 6 months.
How to Choose Equipment for Rapeseed Cake Fertilizer Production
1. Assess Raw Material Characteristics
- Moisture Content: Opt for dewatering machines if >65%.
- Fiber Levels: High-fiber cakes need specialized shredders.
2. Match Capacity to Needs
- Small Farms: Compact lines (1–2 T/H) with manual bagging (€50,000–€120,000).
- Industrial Plants: Fully automated systems (10+ T/H) with robotic palletizers (€500,000+).
3. Prioritize Corrosion Resistance
- Stainless steel 304 components for acidic fermentation phases (pH 4.5–6).
4. Opt for Flexible Design
- Modular systems allow future upgrades (e.g., adding biochar coating).
FAQs: Rapeseed Cake Fertilizer Production
Q: Can rapeseed cake fertilizer burn plants?
A: No! Proper fermentation eliminates phytotoxic compounds, making it safe for direct application.
Q: What’s the NPK ratio of final product?
A: Typically 4-2-2, adjustable via additives like bone meal (for phosphorus) or potassium sulfate.
Q: How long can the fertilizer be stored?
A: Up to 2 years in dry, cool conditions with proper coating.
Call to Action:
Ready to Transform Your Rapeseed Waste into Profitable Fertilizer?
[Contact Us Today] for a free production line design and ROI analysis!



Get A Quote